|
| Appunti tecniche |
|
|
| Appunti tecniche |
|
| Visite: 3520 | Gradito: |
Leggi anche appunti:1855 Henry Bessemer brevetta il metodo per fabbricare l'acciaio1855 Henry Bessemer brevetta il metodo per fabbricare l'acciaio L'iniezione diretta di benzinaL'iniezione diretta di benzina 1.1 Breve storia dei sistemi Analisi del processo accelerativo e teorie di onset nei propulsori mpdANALISI DEL PROCESSO ACCELERATIVO E TEORIE DI ONSET NEI PROPULSORI MPD 1 La |
 |
 |
Linee di Zincatura

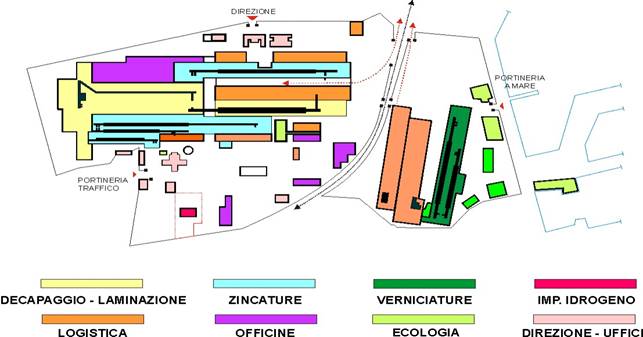
L'Arcelor Mittal Piombino è una azienda che produce laminati zincati o verniciati. Per produrre questo prodotto e metterlo sul mercato lo stabilimento sottopone il materiale, cioè l'acciaio, a tre lavorazioni o fasi che sono:
Decapaggio;
Laminazione;
Zincatura;
Verniciatura (se il cliente richiede un prodotto verniciato)
Il processo di lavorazione inizia dal decapaggio dove i Coils (termine usato per i "rotoli" di lamiera grezza) vengono decapati, cioè si effettua un lavaggio in acido cloridrico per togliere dal materiale l'ossido superficiale che si è formato durante la fase di raffreddamento, dopo la fuoriuscita dal laminatoio a caldo( non presente all'interno dello stabilimento). Questo ossido è la calamina che risulta incompatibile con la laminazione a freddo, infatti essa si comporta sul laminatoio come un corpo estraneo aumentando il coefficiente d'attrito e rendendolo eterogeneo sulla lunghezza del nastro; ecco la necessità di una linea di decapaggio a monte della linea di Laminazione. Dopo il decapaggio l'acciaio passa al laminatoio a freddo. La laminazione a freddo ha lo scopo di portare i nastri a spessori non ottenibili con la laminazione a caldo, con uniformità di spessore e controllo di planarità. Durante la laminazione a freddo i grani dell'acciaio si frantumano e si allungano nel senso di laminazione provocando una variazione delle caratteristiche meccaniche del materiale detta "incrudimento", effetto attenuato successivamente in zincatura. Dopo la laminazione i rotoli passano alla zincatura. Nello stabilimento sono presenti 4 linee. Il processo di zincatura sarà affrontato in seguito più accuratamente. Dopo essere stato zincato il materiale passa alle linee di verniciatura se il cliente richiede materiale verniciato. Le linee di verniciatura sono impianti continui tramite i quali viene applicato sui nastri di acciaio un rivestimento organico con la tecnologia "a rulli". Tali impianti nascono dalla necessità di decorare le lamiere e di aumentare la resistenza alla corrosione. L'acciaio preverniciato (zincato oppure no) ha la caratteristica di essere successivamente lavorabile senza pregiudicare le caratteristiche del rivestimento.
Mappa Stabilimento
Linee di zincatura
![]() Generalità
Generalità
Le linee di zincatura 1-2-3-4 sono linee continue che riescono cioè a garantire una velocità di processo costante e senza arresti grazie ad accumulatori posti nelle sezioni di entrata e di uscita di ogni linea.
Gli impianti di zincatura nascono dalla necessità di:
Pulire la superficie della lamiera e modificare le caratteristiche meccaniche
Rivestire la lamiera tramite bagno di zinco fuso
Migliorare l'aspetto superficiale e prepararlo a successive lavorazioni (Skin Pass)
Dare una protezione superficiale contro effetti di ossidazione del rivestimento.
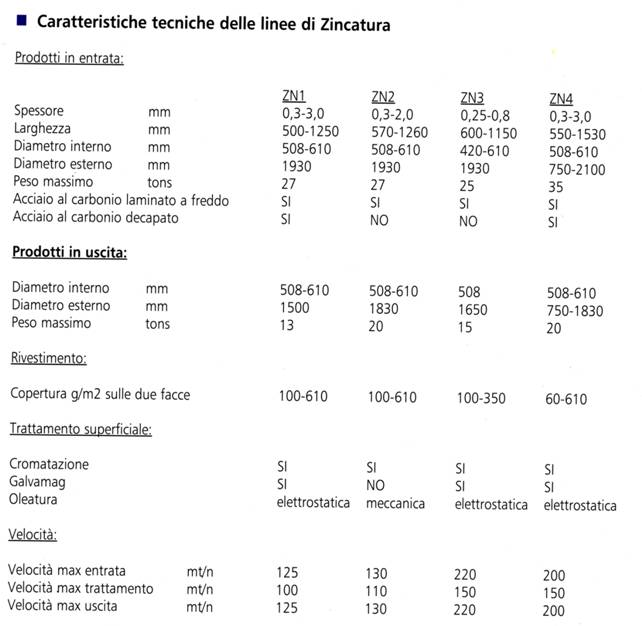
Le zincature producono lamiera zincata partendo da laminati piani con spessori variabili da 0.25 a 3.00 mm e larghezze da 500 a 1530 mm.
In ingresso possono essere usati laminati a caldo o a freddo. I prodotti escono dalle linee ricotti, oliati e passivati.
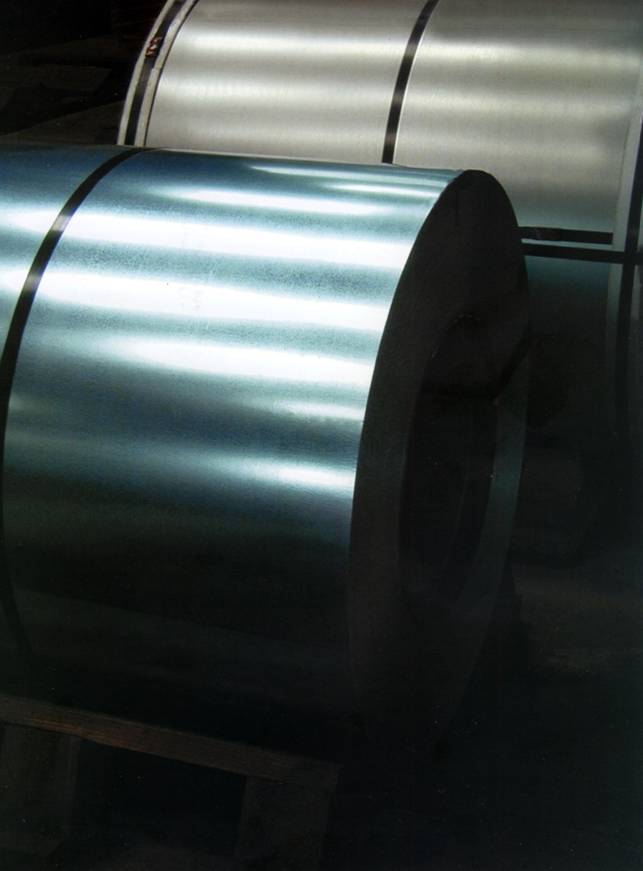
Nastro Zincato, torre zincatura 4
 Gli equipaggiamenti della linea possono essere
raggruppati seguendo la direzione di lavorazione, nelle seguenti funzioni:
Gli equipaggiamenti della linea possono essere
raggruppati seguendo la direzione di lavorazione, nelle seguenti funzioni:
Sezione entrata
Accumulatore entrata
Processo termico e vasca zinco
Sezione skin pass e spianatura
Impianto di passivazione
Impianto applicazione filmogeno (Galvamag)
Accumulatore in uscita
Oleatura
Sezione uscita
Fanno parte delle zincature anche i seguenti impianti ausiliari:
Ausiliari per movimentazione rotoli
Impianto elettrico e di automazione
Controllo processo
Impianto distribuzione fluidi
Sezione entrata
Entrata zincature 1-2 Entrata zincatura 4

 La
sezione di entrata è fornita di due stazioni di svolgimento rotoli e due
convogliatori per l'alimentazione. I rotoli vengono caricati su convogliatori
tramite gru. L'introduzione del nastro in linea viene effettuata manualmente o
semiautomaticamente e l'inserimento della testa è facilitato da raddrizzatrici.
Il controllo dello spessore del nastro viene effettuato da micrometri di
precisione e l'eventuale fuori spessore viene eliminato da cesoia. Appositi
sistemi di centraggio posti a monte e a valle della saldatrice garantiscono una
saldatura perfettamente ortogonale.
La
sezione di entrata è fornita di due stazioni di svolgimento rotoli e due
convogliatori per l'alimentazione. I rotoli vengono caricati su convogliatori
tramite gru. L'introduzione del nastro in linea viene effettuata manualmente o
semiautomaticamente e l'inserimento della testa è facilitato da raddrizzatrici.
Il controllo dello spessore del nastro viene effettuato da micrometri di
precisione e l'eventuale fuori spessore viene eliminato da cesoia. Appositi
sistemi di centraggio posti a monte e a valle della saldatrice garantiscono una
saldatura perfettamente ortogonale.
Accumulatore di entrata
zona accumulo entrata zincatura 4
 Ha la funzione di assicurare l'alimentazione
alla sezione di processo. Svolge questa funzione accumulando materiale (nastro)
durante la marcia normale della linea e rimettendo in ciclo il nastro durante
gli arresti della sezione in entrata necessari per effettuare una nuova
saldatura. Tali accumulatori possono essere sviluppati orizzontalmente
(zincature 1-2-4) o a sviluppo verticale (zincatura 3). La loro capacità è tale
da alimentare la sezione di trattamento per tutta la durata del tempo di ciclo
necessario alla sezione di entrata per effettuare la saldatura.
Ha la funzione di assicurare l'alimentazione
alla sezione di processo. Svolge questa funzione accumulando materiale (nastro)
durante la marcia normale della linea e rimettendo in ciclo il nastro durante
gli arresti della sezione in entrata necessari per effettuare una nuova
saldatura. Tali accumulatori possono essere sviluppati orizzontalmente
(zincature 1-2-4) o a sviluppo verticale (zincatura 3). La loro capacità è tale
da alimentare la sezione di trattamento per tutta la durata del tempo di ciclo
necessario alla sezione di entrata per effettuare la saldatura.
Processo termico e vasca di zinco
In questa sezione il nastro è:
Pulito da ossidi e residui oleosi (forno non-ox per Zn 1-2-4 e sgrassatura per Zn3)
Sottoposto ad un ciclo di ricottura termica per diminuire la durezza dell'acciaio (forno di riduzione)
Raffreddato fino a temperatura richiesta dal processo di rivestimento (jet-cool)
Rivestimento per immersione in bagno di zinco
Sottoposto a spremitura con lame ad aria per asportare lo zinco in eccesso e definire lo spessore del rivestimento
Raffreddato con aria e poi con acqua fino a quando raggiunge una temperatura inferiore a 40°C.
Uscita del nastro dalla vasca dello zinco Operatore intento alla pulitura della
vasca

Sezione Skin-Pass
Sono macchine piazzate sia nelle sezioni continue (zincatura 4) sia in quelle discontinue (zincature 1-2-3). La funzione di uno Skin-Pass è quella di modificare le caratteristiche meccaniche dell'acciaio, di incrementare la rugosità del rivestimento e di migliorare l'aspetto superficiale e la planarità del nastro. La modifica delle caratteristiche meccaniche si ottiene sottoponendo l'acciaio nello Skin-Pass ad una leggera laminazione a freddo. Con questo trattamento si modifica la curva elastica del materiale. La rugosità è ottenuta utilizzando cilindri con cavità variabile in base alla rugosità richiesta. Il parallelismo tra le due facce del nastro lo si ottiene esercitando una pressione corretta sui cilindri che dovranno avere una idonea bombatura per compensare la pressione che viene scaricata sui bordi del nastro.
Impianto di passivazione
Ha la funzione di ricoprire il nastro con uno strato protettivo che impedisce il contatto del rivestimento con l'aria o con altri elementi che lo potrebbero deteriorare. La passivazione può avvenire per immersione e successiva spremitura, o tramite adduzione diretta di passivante sul nastro. Esiste inoltra sulle linee 1-3-4 un sistema di passivazione rinforzata che consente anche la verniciatura del materiale; tale tipo di passivazione è denominata Galvamag.
Accumulatore in uscita
Ha le solite caratteristiche di quello in entrata e assiste la sezione in uscita.
Sezione uscita
Le sezioni di uscita sono dotate di macchine oleatrici di tipo meccanico o elettrostatico. Ci sono inoltre piani di passata per ispezioni del nastro, cesoie tradizionali o "volanti". Quest'ultima è in esercizio sulla linea 3 e consente di effettuare il taglio del nastro a sezione in marcia a velocità ridotta. Il riavvolgimento del nastro viene effettuato tramite aspi avvolgitori e l'evacuazione del rotolo si effettua tramite carrelli motorizzati o comandati oleodinamicamente. In una delle stazioni di ogni convogliatore si effettua la pesatura dei rotoli prodotti tramite celle di carico poste sotto i convogliatori stessi. Adiacenti alle stazioni di uscita sono presenti piazze di imballo dove il rotolo viene adeguatamente imballato ed è pronto per subire la lavorazione successiva o la spedizione.
Area uscita zincatura 4

Rotoli Imballati pronti per spedizione o
lavorazione successiva
Metodo Sendzimir
Nella zincatura in discontinuo l'immersione per alcuni secondi del pezzo preformato nello zinco fuso provoca la formazione di composti Fe-Zn sulla superficie dell'acciaio. Il rivestimento così ottenuto è però caratterizzato da una fragilità intrinseca che lo rende soggetto alla possibile comparsa di micro fessure, che fungono da veicolo per gli agenti corrosivi. Tale problema viene superato nella zincatura in continuo con il metodo Sendzimir. In questo caso è possibile sottoporre la lamiera a operazioni successive, quali profilatura, imbutitura ecc, senza intercorrere in fessurazione. Per non pregiudicare la formabilità dello zincato Sendzimir è però necessario che durante il processo produttivo siano adeguatamente tenuti sotto controllo alcuni parametri fondamentali, tra cui la composizione chimica del bagno di metallo fuso, la sua temperatura, la velocità della linea, il tempo di immersione del nastro ed i fattori che determinano lo stato superficiale dell'acciaio. L'articolazione del processo produttivo e la corretta esecuzione delle varie operazioni che lo compongono hanno quindi un impatto diretto e consistente sulla qualità finale del prodotto. Questa consapevolezza ha spinto l'Arcelor a dotare le sue 4 zincature di sistemi elettronici di monitoraggio del processo, che consentono di assicurare le necessarie caratteristiche qualitative del prodotto e la loro continuità nel tempo.
Vasca zinco e bagno zincato
Composizione del bagno:
Zinco (Zn): è la base del rivestimento;
Alluminio (Al): inibisce la formazione di fasi Fe-Zn che altrimenti crescerebbero con una velocità di circa 1 µm/sec;
Ferro (Fe): Dissoluzione del nastro nel bagno.
Influenza dell'Alluminio:
Senza Al: formazione di fasi Fe-Zn (fragili). Caso della zincatura in discontinuo;
Con Al: precipitazione di Fe2Al5 all'interfaccia supporto/zinco. Questo inibisce la formazione di fasi Fe-Zn
Miglior controllo spessore del rivestimento
Buona formabilità del rivestimento
Influenza del ferro
il bagno di zinco è sempre saturo in Fe per effetto della dissoluzione del nastro che vi scorre continuo;
Se % Al è sufficientemente elevata la soprassaturazione del Fe si traduce nella formazione di cristalli si Fe2Al5 che essendo meno densi dello Zn vengono in superficie (dross superficiale)
Spianatrici e Skin-Pass
Le spianatrici e i cosiddetti Skin-Pass sono macchine particolarmente importanti nella fabbricazione dell'acciaio. Nelle linee 1-2-3 dell'azienda è adottato il principio di funzionamento detto "ad allungamento imposto" cioè entrambi i sistemi accoppiati insieme, mentre nell'ultima linea costruita (zincatura 4) le due macchine sono separate da una briglia apposita che consente quindi una gamma di regolazioni molto più vasta.
Principio di funzionamento e scopi
Entrambe le macchine assolvono compiti simili cioè miglioramento sia delle caratteristiche meccaniche, sia delle caratteristiche estetiche. Il compito di una spianatrice, come dice il nome, è quello di fornire la giusta planarità al nastro. Questo si ottiene effettuando una snervatura del materiale tramite il passaggio tra due serie di rulli di piccolo diametro (5-6 cm) "tirando" opportunamente il materiale. Questo determina un riallineamento dei grani cristallini ed un loro allungamento. A livello di caratteristiche meccaniche, questa lavorazione induce nel materiale un abbassamento del valore del limite elastico, lasciando invariato il carico di rottura e l'allungamento %. Effetti simili vengono determinati anche dallo Skin-Pass ma con una differenza fondamentale: questa operazione è una vera e propria laminazione superficiale il cui scopo è quello di conferire un aspetto superficiale migliorato e ove necessario la giusta rugosità richiesta.
|
| Appunti su: zincatura freddo teoria, accumulatore di un laminatoio, linee zincatura pirometri installazionwe, |
|
| Appunti Aeronautica |  |
| Tesine Automobile |  |
| Lezioni costruzione |  |