|
| Appunti tecniche |
|
|
| Appunti tecniche |
|
| Visite: 6492 | Gradito: |
Leggi anche appunti:Storia del mercato aereo internazionaleStoria del mercato aereo internazionale Negli ultimi cinquanta anni Il controllo non distruttivo in campo aeronauticoIl controllo non distruttivo in campo aeronautico Ai tempi dei Century Fighters Rivoluzione nell'aerodinamica: l'Ala a DeltaRivoluzione nell'aerodinamica: l'Ala a Delta L'introduzione dell'ala a |
 |
 |
Il controllo non distruttivo in campo aeronautico
Ai tempi dei Century Fighters i controlli sui pezzi meccanici veniva eseguito smontando pezzi e, spesso, corrodendoli o danneggiandoli. Lo scopo di tali azioni non era tanto quello di individuare ed eventualmente riparare il materiale in esame (cosa che viene attuata in tempi moderni) ma quello prettamente sperimentale. Non si badava all'economia della catena produttiva e all'efficienza della manutenzione, così un pezzo giudicato inservibile a causa di scricchiolii e di eccessiva ed evidente usura veniva prontamente sostituito con il ricambio e ,data la carenza di tecnologie atte al recupero della funzionalità del pezzo stesso, veniva destinato alla sperimentazione e analisi tecnica. Il controllo non distruttivo (CND) è un procedimento che ha lo scopo di esaminare un oggetto o materiale in modo da non comprometterne la funzionalità e l'integrità. Il CND è spesso praticato su prototipi soggetti a test a terra prima del battesimo del volo ma è ancora più utile nel campo della manutenzione garantendo un rapido, economico ed altamente affidabile test di integrità di un pezzo. In particolar modo con l'avvento delle cellule costruite con materiali compositi mediante fusione monoblocco in autoclave, il CND si è rivelato fondamentale nell'individuare anche la minima imperfezione nell'allineamento delle fibre di carbonio, materiale largamente utilizzato nella moderna industria aerospaziale. La strategia del CND è infatti quella di fare in modo che il materiale stesso si riveli. L'industria aerospaziale è attualmente uno dei settori più interessati dal CND, con la già citata netta differenziazione tra quelli eseguiti in fase manutentiva e quelli svolti in fase produttiva. L'International Committee Non Destructive Testing (ICNDT) ha recentemente stabilito i termini delle attuali metodologie CND. Esse sono: radiaoni ionizzanti, ultrasuoni, correnti indotte, metodi elettrici e magnetici, liquidi penetranti metodi ottici e visivi, determinazione di proprietà fisico-tecnologiche, emissione acustica. Esaminiamo in seguito alcuni di questi.
Radiografia

 La radiografia
consiste nel sottoporre il particolare da esaminare ad un pennello di raggi X
che dopo aver attraversato il materiale impressiona una lastra radiografica.
L'immagine ottenuta dopo lo sviluppo della pellicola è la riproduzione in
negativo dell'immagine radiante. Si parla di esame radiografico quando
tale tecnica viene utilizzata durante la produzione di pezzi singoli prima
della loro entrata in servizio o per controllare, in una struttura,
l'assemblaggio corretto dei componenti. Difetti quali cricche di fatica o prodotte da tensioni interne al pezzo sono
rilevabili solo a condizione che giacciano su piani paralleli alla radiazione
incidente. Per tale motivo il
metodo radiologico non è di norma applicato per il controllo di prodotti
laminati o stampati in quanto hanno una struttura fibrosa e gli
eventuali difetti originati dal lingotto sono schiacciati e stirati in forma
planare e filiforme. Si parla di ispezione
radiografica quando la struttura o il componente viene controllato in
esercizio. Nel caso di strutture aeronautiche il metodo è estesamente applicato
per la rilevazione di corrosioni o per la verifica di integrità di quei
componenti che non sono accessibili con altri metodi. Particolarmente valida è
l'ispezione delle strutture a nido d'ape
allo scopo di rilevare la presenza di acqua intrappolata che nel caso delle
pale di un elicottero è pericolosissima dato che porta ad uno sbilanciamento.
Per quanto riguarda i turboreattori l'esame radiografico è meno utilizzato
mentre si sta estendendo l'uso della gammografia,
o esame per correnti indotte. La radiografia ha il pregio di fornire immagini di più facile
interpretazione che non gli echi degli ultrasuoni, ma non
può dare indicazioni sulla profondità del difetto rivelato, se non con due
proiezioni ortogonali fra loro. Evidenzia soltanto difetti di forma
tendenzialmente tridimensionale, oppure bidimensionale ma orientati
tangenzialmente al fascio di raggi incidenti. Per esempio una soffiatura sarà
bene evidenziata in ogni proiezione, mentre una cricca si vedrà bene soltanto
quando sarà quasi parallela al fascio di raggi che attraversa il pezzo.
La radiografia
consiste nel sottoporre il particolare da esaminare ad un pennello di raggi X
che dopo aver attraversato il materiale impressiona una lastra radiografica.
L'immagine ottenuta dopo lo sviluppo della pellicola è la riproduzione in
negativo dell'immagine radiante. Si parla di esame radiografico quando
tale tecnica viene utilizzata durante la produzione di pezzi singoli prima
della loro entrata in servizio o per controllare, in una struttura,
l'assemblaggio corretto dei componenti. Difetti quali cricche di fatica o prodotte da tensioni interne al pezzo sono
rilevabili solo a condizione che giacciano su piani paralleli alla radiazione
incidente. Per tale motivo il
metodo radiologico non è di norma applicato per il controllo di prodotti
laminati o stampati in quanto hanno una struttura fibrosa e gli
eventuali difetti originati dal lingotto sono schiacciati e stirati in forma
planare e filiforme. Si parla di ispezione
radiografica quando la struttura o il componente viene controllato in
esercizio. Nel caso di strutture aeronautiche il metodo è estesamente applicato
per la rilevazione di corrosioni o per la verifica di integrità di quei
componenti che non sono accessibili con altri metodi. Particolarmente valida è
l'ispezione delle strutture a nido d'ape
allo scopo di rilevare la presenza di acqua intrappolata che nel caso delle
pale di un elicottero è pericolosissima dato che porta ad uno sbilanciamento.
Per quanto riguarda i turboreattori l'esame radiografico è meno utilizzato
mentre si sta estendendo l'uso della gammografia,
o esame per correnti indotte. La radiografia ha il pregio di fornire immagini di più facile
interpretazione che non gli echi degli ultrasuoni, ma non
può dare indicazioni sulla profondità del difetto rivelato, se non con due
proiezioni ortogonali fra loro. Evidenzia soltanto difetti di forma
tendenzialmente tridimensionale, oppure bidimensionale ma orientati
tangenzialmente al fascio di raggi incidenti. Per esempio una soffiatura sarà
bene evidenziata in ogni proiezione, mentre una cricca si vedrà bene soltanto
quando sarà quasi parallela al fascio di raggi che attraversa il pezzo.
Liquidi penetranti

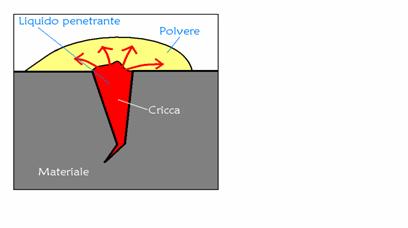 Il metodo dei
liquidi penetranti è sicuramente il metodo più diffuso però ha caratteristiche
tali da penetrare solo in difetti affioranti sulla superficie del materiale. La
capacità di un liquido di fluire su una superficie e penetrare nelle
discontinuità dipende principalmente dalla tensione superficiale del liquido,
dalla sua capacità bagnante, dalla pulizia della superficie e dalla
configurazione della discontinuità. La tensione superficiale è determinata
dalle forze di coesione tra le molecole di un liquido, mentre l'azione bagnante
spiega il fenomeno della capillarità. Il liquido deve penetrare i difetti
(crinature) del pezzo, è ovvio quindi che deve avere un'ottima penetrabilità.
Il difetto risalta all'attenzione dello specialista, però, solo quando viene
applicata la polvere. Il liquido all'interno della cricca, o della deformazione
in generale, per capillarità verrà estratto e colorerà la polvere sovrastante.
Si possono riassumere le fasi dell'esame con liquidi penetranti nel seguente
elenco:
Il metodo dei
liquidi penetranti è sicuramente il metodo più diffuso però ha caratteristiche
tali da penetrare solo in difetti affioranti sulla superficie del materiale. La
capacità di un liquido di fluire su una superficie e penetrare nelle
discontinuità dipende principalmente dalla tensione superficiale del liquido,
dalla sua capacità bagnante, dalla pulizia della superficie e dalla
configurazione della discontinuità. La tensione superficiale è determinata
dalle forze di coesione tra le molecole di un liquido, mentre l'azione bagnante
spiega il fenomeno della capillarità. Il liquido deve penetrare i difetti
(crinature) del pezzo, è ovvio quindi che deve avere un'ottima penetrabilità.
Il difetto risalta all'attenzione dello specialista, però, solo quando viene
applicata la polvere. Il liquido all'interno della cricca, o della deformazione
in generale, per capillarità verrà estratto e colorerà la polvere sovrastante.
Si possono riassumere le fasi dell'esame con liquidi penetranti nel seguente
elenco:
preparazione della superficie;
applicazione
rimozione dell'eccesso di penetrante;
essiccazione
sviluppo
ispezione
Magnetoscopia

 Gli esami magnetoscopici sfruttano il paramagnetismo di alcuni metalli (capacità di non opporsi al
passaggio del campo magnetico), o meglio ancora il ferromagnetismo (capacità di concentrarlo) per evidenziare le
anomalie delle linee di flusso del campo magnetico nei pressi d'un difetto
superficiale. Generalmente le linee di flusso, che rappresentano l'intensità
locale del campo magnetico, attraversano l'acciaio (metallo generalmente
ferromagnetico a temperatura ambiente) in modo uniforme anche presso le
superfici, ma nei pressi d'una discontinuità,
quale per esempio una microcricca, una cavità od un'inclusione, si addenseranno
o disperderanno, deviando localmente e creando un'anomalia del campo magnetico
ai bordi del difetto. Se quest'ultimo affiora o giace in prossimità della
superficie potrà disperdere almeno una parte delle linee di flusso del campo
magnetico oltre la superficie stessa, consentendo di rivelare il difetto. Basta
infatti spruzzare le superfici o bagnarle con adatte sospensioni di polveri ferromagnetiche, colorate o fluorescenti, affinché le particelle si
concentrino allineandosi lungo le linee di flusso del campo magnetico
emergente. Il diverso colore delle polveri o la luce emessa per fluorescenza
nello spettro visibile quando le si irradino con luce ultravioletta (luce di
Wood), evidenzierà ogni loro concentrazione e di conseguenza i difetti
affioranti o subsuperficiali. La magnetoscopia permette d'evidenziare difetti
superficiali e subsuperficiali, non rivelabili con i liquidi penetranti, purché
la perturbazione del campo magnetico nei loro dintorni possa giungere fino alla
superficie
Gli esami magnetoscopici sfruttano il paramagnetismo di alcuni metalli (capacità di non opporsi al
passaggio del campo magnetico), o meglio ancora il ferromagnetismo (capacità di concentrarlo) per evidenziare le
anomalie delle linee di flusso del campo magnetico nei pressi d'un difetto
superficiale. Generalmente le linee di flusso, che rappresentano l'intensità
locale del campo magnetico, attraversano l'acciaio (metallo generalmente
ferromagnetico a temperatura ambiente) in modo uniforme anche presso le
superfici, ma nei pressi d'una discontinuità,
quale per esempio una microcricca, una cavità od un'inclusione, si addenseranno
o disperderanno, deviando localmente e creando un'anomalia del campo magnetico
ai bordi del difetto. Se quest'ultimo affiora o giace in prossimità della
superficie potrà disperdere almeno una parte delle linee di flusso del campo
magnetico oltre la superficie stessa, consentendo di rivelare il difetto. Basta
infatti spruzzare le superfici o bagnarle con adatte sospensioni di polveri ferromagnetiche, colorate o fluorescenti, affinché le particelle si
concentrino allineandosi lungo le linee di flusso del campo magnetico
emergente. Il diverso colore delle polveri o la luce emessa per fluorescenza
nello spettro visibile quando le si irradino con luce ultravioletta (luce di
Wood), evidenzierà ogni loro concentrazione e di conseguenza i difetti
affioranti o subsuperficiali. La magnetoscopia permette d'evidenziare difetti
superficiali e subsuperficiali, non rivelabili con i liquidi penetranti, purché
la perturbazione del campo magnetico nei loro dintorni possa giungere fino alla
superficie  da esaminare. E comunque un CND più rapido, meno laborioso e più
efficace di quello con liquidi penetranti. Il metodo è meno soggetto ad errori
dell'operatore rispetto a quello con liquidi penetranti e non richiede
necessariamente la perfetta pulizia preventiva delle superfici. La
magnetoscopia è adatta per la ricerca di difetti superficiali e subsuperficiali d'ogni tipo, aperti
(cricche, cavità, porosità, ecc.) o chiusi (inclusioni, segregazioni,
ripiegature, cricche con bordi richiusi dalla sabbiatura, ecc.) presenti anche
in pezzi semilavorati (stampati, fucinati, laminati), o semifiniti. E assolutamente inefficace per i difetti interni o
per difetti troppo lontani dalla superficie. Le dimensioni minime del
difetto rivelabile con la magnetoscopia dipendono soprattutto dalla sua
distanza dalla superficie. Il
limite di rivelabilità dei difetti affioranti è migliore di quello dei liquidi
penetranti più sensibili.
da esaminare. E comunque un CND più rapido, meno laborioso e più
efficace di quello con liquidi penetranti. Il metodo è meno soggetto ad errori
dell'operatore rispetto a quello con liquidi penetranti e non richiede
necessariamente la perfetta pulizia preventiva delle superfici. La
magnetoscopia è adatta per la ricerca di difetti superficiali e subsuperficiali d'ogni tipo, aperti
(cricche, cavità, porosità, ecc.) o chiusi (inclusioni, segregazioni,
ripiegature, cricche con bordi richiusi dalla sabbiatura, ecc.) presenti anche
in pezzi semilavorati (stampati, fucinati, laminati), o semifiniti. E assolutamente inefficace per i difetti interni o
per difetti troppo lontani dalla superficie. Le dimensioni minime del
difetto rivelabile con la magnetoscopia dipendono soprattutto dalla sua
distanza dalla superficie. Il
limite di rivelabilità dei difetti affioranti è migliore di quello dei liquidi
penetranti più sensibili.
Gli Ultrasuoni
Le onde ultrasonore, che vengono
inviate nel pezzo da esaminare tramite l'oscillazione
di un cristallo, sono attenuate
dalla materia che incontrano e riflesse, deviate od assorbite dalle
discontinuità. Il metodo
di rivelazione dei difetti con UT è l'applicazione tecnologica del principio
dell'eco. Gli ultrasuoni generati vengono trasferiti direttamente nel
materiale da controllare grazie al contatto, o più propriamente al semplice
accostamento del generatore (trasduttore)
alla superficie del pezzo, purché esista un mezzo adeguato tra le due
interfacce, cioè capace di trasferire il suono senza eccessivo assorbimento. Il
fascio d'onde ultrasonore si propaga nel materiale da esaminare con la stessa
frequenza del generatore e con una velocità che dipende dal materiale
attraversato. Quando il fascio incontra un ostacolo sarà riflesso, assorbito,
deviato
o diffratto
secondo le leggi comuni a tutti i fenomeni di propagazione delle onde. Il
segnale che ritorna verso il trasduttore è molto complesso perché è la
risultante della sommatoria di molte onde d'uguale frequenza, ma sfasate, e di
altre di frequenza diversa, pure sfasate fra loro. Tale segnale contiene tutte
le informazioni sulle dimensioni, geometria e natura dell'ostacolo incontrato
dal fascio d'ultrasuoni incidenti. Quando l'onda riflessa od emessa
dall'ostacolo ritorna alla sonda che l'ha generata darà un  segnale elettrico che, opportunamente amplificato e filtrato, potrà
essere visualizzato sul quadrante dell'oscilloscopio,
di cui sono sempre dotati gli strumenti rivelatori d'ultrasuoni. Poiché il
materiale da esaminare possiede sempre un confine, cioè una parete di fondo
sulla quale il fascio in ingresso si riflette comunque, è possibile ricavare
informazioni sulla posizione del difetto presente nella massa, attraverso il rapporto dei tempi di ritorno
dell'eco del segnale e dell'eco di fondo. Ciò è possibile perché lo
strumento visualizza il fondo sia come distanza (tempo per la ricezione
dell'eco di fondo), che per assorbimento (attenuazione dell'intensità del
segnale di fondo riflesso, per assorbimento da parte della materia
attraversata). Se l'intensità del fascio riflesso dalla parete di fondo
diminuisce bruscamente in una certa posizione significa che qualche ostacolo o discontinuità l'ha parzialmente assorbito. In questo caso non è
possibile individuare la posizione del difetto, ma solamente valutarne la
presenza ed il potere assorbente. Si complica invece in presenza di fori,
scanalature,
filettature,
variazioni
di
sezione
o di caratteristiche
geometriche
complesse.
Talvolta non è possibile valutare l'integrità dei semilavorati grezzi operando
direttamente sulle superfici del semilavorato, ma il metodo permette comunque l'identificazione
di difetti interni che causino la riflessione, la deviazione o l'assorbimento
d'un fascio d'ultrasuoni e distanti dal trasduttore da pochi mm a diversi
metri.
segnale elettrico che, opportunamente amplificato e filtrato, potrà
essere visualizzato sul quadrante dell'oscilloscopio,
di cui sono sempre dotati gli strumenti rivelatori d'ultrasuoni. Poiché il
materiale da esaminare possiede sempre un confine, cioè una parete di fondo
sulla quale il fascio in ingresso si riflette comunque, è possibile ricavare
informazioni sulla posizione del difetto presente nella massa, attraverso il rapporto dei tempi di ritorno
dell'eco del segnale e dell'eco di fondo. Ciò è possibile perché lo
strumento visualizza il fondo sia come distanza (tempo per la ricezione
dell'eco di fondo), che per assorbimento (attenuazione dell'intensità del
segnale di fondo riflesso, per assorbimento da parte della materia
attraversata). Se l'intensità del fascio riflesso dalla parete di fondo
diminuisce bruscamente in una certa posizione significa che qualche ostacolo o discontinuità l'ha parzialmente assorbito. In questo caso non è
possibile individuare la posizione del difetto, ma solamente valutarne la
presenza ed il potere assorbente. Si complica invece in presenza di fori,
scanalature,
filettature,
variazioni
di
sezione
o di caratteristiche
geometriche
complesse.
Talvolta non è possibile valutare l'integrità dei semilavorati grezzi operando
direttamente sulle superfici del semilavorato, ma il metodo permette comunque l'identificazione
di difetti interni che causino la riflessione, la deviazione o l'assorbimento
d'un fascio d'ultrasuoni e distanti dal trasduttore da pochi mm a diversi
metri.
Correnti indotte
 L'esame non distruttivo con correnti indotte (ET) consiste nell'indurre campi
magnetici alternati, creati attraverso apposite bobine (o sonde), nel
materiale in esame. Tali campi generano nella zona di intervento delle correnti
indotte (correnti di Focault)
le quali saranno deviate da eventuali discontinuità presenti all'interno del
componente interessato al controllo. I fattori di accoppiamento magnetico,
l'ampiezza e la fase delle correnti indotte variano continuamente dando luogo
ad un ampio spettro di segnali. A causa del rapporto di reciprocità tra i due
circuiti che generano il 'campo primario' ed il
'campo secondario', un unico strumento
risulta in grado di evidenziare un mutamento delle condizioni iniziali in uno
qualsiasi dei due circuiti, per il fatto che essi si influenzano a vicenda. Di
conseguenza, dati due circuiti elettricamente separati, uno solo dei quali
risulta alimentato direttamente con tensione alternata, risulta possibile
individuare con opportuna strumentazione le eventuali variazioni di resistenza verificatesi nell'altro circuito.
Ovviamente la condizione fondamentale per cui tale fenomeno avviene risulta
essere la generazione di correnti indotte o, in altre parole, deve esistere tra
i due circuiti, in funzione di anello di congiunzione, un flusso magnetico
indotto nel nucleo della bobina. Nel
controllo mediante correnti indotte si distinguono fondamentalmente due tipi di
tecniche che dipendono dalla metodologia utilizzata per generare le correnti
parassite nel materiale in esame:
L'esame non distruttivo con correnti indotte (ET) consiste nell'indurre campi
magnetici alternati, creati attraverso apposite bobine (o sonde), nel
materiale in esame. Tali campi generano nella zona di intervento delle correnti
indotte (correnti di Focault)
le quali saranno deviate da eventuali discontinuità presenti all'interno del
componente interessato al controllo. I fattori di accoppiamento magnetico,
l'ampiezza e la fase delle correnti indotte variano continuamente dando luogo
ad un ampio spettro di segnali. A causa del rapporto di reciprocità tra i due
circuiti che generano il 'campo primario' ed il
'campo secondario', un unico strumento
risulta in grado di evidenziare un mutamento delle condizioni iniziali in uno
qualsiasi dei due circuiti, per il fatto che essi si influenzano a vicenda. Di
conseguenza, dati due circuiti elettricamente separati, uno solo dei quali
risulta alimentato direttamente con tensione alternata, risulta possibile
individuare con opportuna strumentazione le eventuali variazioni di resistenza verificatesi nell'altro circuito.
Ovviamente la condizione fondamentale per cui tale fenomeno avviene risulta
essere la generazione di correnti indotte o, in altre parole, deve esistere tra
i due circuiti, in funzione di anello di congiunzione, un flusso magnetico
indotto nel nucleo della bobina. Nel
controllo mediante correnti indotte si distinguono fondamentalmente due tipi di
tecniche che dipendono dalla metodologia utilizzata per generare le correnti
parassite nel materiale in esame:
tecnica a bobina passante: la bobina di eccitazione ha la sola funzione di produrre il campo magnetico, mentre l'avvolgimento secondario ha la sola funzione di ricevere la tensione indotta dal flusso prodotto dalle correnti parassite;
tecnica a testina: una sonda viene fatta scorrere sulla superficie del componente in esame alla ricerca di eventuali difetti.
 L'esame ET risulta
essere essenzialmente un metodo di controllo superficiale.
Tale metodo risulta a tutt'oggi una valida alternativa alla difficoltà di
applicazione del controllo magnetoscopico per l'esame dei componenti realizzati
in acciaio inossidabile austenitico.
Particolare importanza assume il fatto che, non essendo necessario il contatto
fisico tra sonda e superficie in esame, risulta possibile il controllo di
manufatti in movimento e di componenti caratterizzati da particolari geometrie
o temperature superficiali molto elevate. In conclusione, tale metodo risulta
particolarmente idoneo per rilevare discontinuità associate alla geometria del
componente, quali cricche, deformazioni, inclusioni, variazioni
di
spessore,
ossidazioni,
etc. Il metodo delle
Correnti Indotte viene frequentemente utilizzato nel settore aeronautico
per il controllo non distruttivo di numerosi componenti del turboreattore; la sua applicazione
risulta largamente diffusa sia per la buona conduttività elettrica dei
materiali in esame sia per la particolare difettologia superficiale che si
presta ad essere rilevata con questo metodo di analisi. Un tipico esempio di
applicazione delle correnti indotte risulta essere il controllo della radice di
palette del primo stadio 'fan' (compressore anteriore),
esaminate anche con il metodo dei Liquidi Penetranti, che presentano tuttavia
alcune problematiche legate sia alle loro caratteristiche geometriche e
dimensionali sia al tipo di difetti da evidenziare. Al fine di evidenziare
incrinature anche allo stato nascente ed intervenire preventivamente su
possibili fenomeni di rottura,
risulta di estrema importanza la realizzazione di standards di riferimento. Nel
caso particolare del primo stadio 'fan' viene utilizzata una paletta
del compressore anteriore con una incrinatura sulla radice ottenuta per elettroerosione; tutte le palette che
sulla radice presentano segnali inferiori al 33% della traccia di riferimento
sono accettabili, a meno della presenza di particolari indicazioni che
richiedano una più approfondita interpretazione. Nei casi in cui sia la
strumentazione che la metodologia siano state ottimizzate per un determinato
tipo di ispezione può risultare particolarmente utile l'automatizzazione
dell'intero processo di controllo riducendo il fattore umano e svincolando i risultati dalla soggettività
dell'operatore.
L'esame ET risulta
essere essenzialmente un metodo di controllo superficiale.
Tale metodo risulta a tutt'oggi una valida alternativa alla difficoltà di
applicazione del controllo magnetoscopico per l'esame dei componenti realizzati
in acciaio inossidabile austenitico.
Particolare importanza assume il fatto che, non essendo necessario il contatto
fisico tra sonda e superficie in esame, risulta possibile il controllo di
manufatti in movimento e di componenti caratterizzati da particolari geometrie
o temperature superficiali molto elevate. In conclusione, tale metodo risulta
particolarmente idoneo per rilevare discontinuità associate alla geometria del
componente, quali cricche, deformazioni, inclusioni, variazioni
di
spessore,
ossidazioni,
etc. Il metodo delle
Correnti Indotte viene frequentemente utilizzato nel settore aeronautico
per il controllo non distruttivo di numerosi componenti del turboreattore; la sua applicazione
risulta largamente diffusa sia per la buona conduttività elettrica dei
materiali in esame sia per la particolare difettologia superficiale che si
presta ad essere rilevata con questo metodo di analisi. Un tipico esempio di
applicazione delle correnti indotte risulta essere il controllo della radice di
palette del primo stadio 'fan' (compressore anteriore),
esaminate anche con il metodo dei Liquidi Penetranti, che presentano tuttavia
alcune problematiche legate sia alle loro caratteristiche geometriche e
dimensionali sia al tipo di difetti da evidenziare. Al fine di evidenziare
incrinature anche allo stato nascente ed intervenire preventivamente su
possibili fenomeni di rottura,
risulta di estrema importanza la realizzazione di standards di riferimento. Nel
caso particolare del primo stadio 'fan' viene utilizzata una paletta
del compressore anteriore con una incrinatura sulla radice ottenuta per elettroerosione; tutte le palette che
sulla radice presentano segnali inferiori al 33% della traccia di riferimento
sono accettabili, a meno della presenza di particolari indicazioni che
richiedano una più approfondita interpretazione. Nei casi in cui sia la
strumentazione che la metodologia siano state ottimizzate per un determinato
tipo di ispezione può risultare particolarmente utile l'automatizzazione
dell'intero processo di controllo riducendo il fattore umano e svincolando i risultati dalla soggettività
dell'operatore.
|
|
| Appunti Economia |  |
| Tesine Automobile |  |
| Lezioni Ingegneria tecnico |  |